




2���n���d�{�[��EM �����O R12.5

| �i�� | �Q�l�������i | �P�� | ������i(�Ŕ�)��1������ |
|---|---|---|---|
| 16505285 | 148,000�~ | 1�� | ������i�̓��O�C�����ɕ\�� |
���i�̏��
�A���~��Y�����邱�Ƃɂ��ATIN�����ώ_�����A�ϔM�������コ�������̂ŁA�������ŗD�ꂽ�ώ_������L���邱�Ƃ���A�M���ׂ��鍂�����H�ȂǂɓK���Ă��܂��B�ǎ��ȃh�C�c��ނł��B
| ���[�J�[�� | PROCHI(�v���`) |
|---|---|
| ���[�J�[�i�� | PRC-R1250M2L |
| JAN�R�[�h | 4545301065540 |
| �ގ� | ���d����(�h�C�c�ō����|��) |
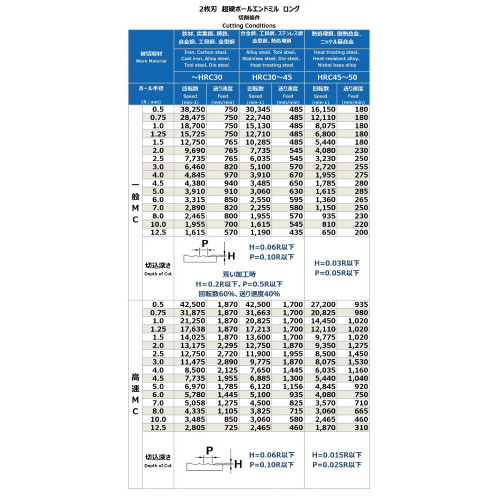
| �d�l | �n��(��)�F2 �R�[�e�B���O�FTiAlN �˂���p(��)�F30 �V�����N����(mm)�F�}0.005 R����(mm)�F�}0.01 �n�����(mm)�F-0.02��R��0 �K�����ށFHRC50�ȉ��A�Y�f�|�E�H��|�E���S�E�ē��| �R�[�i�[���a(R�Gmm)�F12.5 �S��(L�Gmm)�F200 �n��(H�Gmm)�F35 �V�����N�a(d�Gmm)�F25 |
| ���� | ���H����P�[�X������o���ۂ́A�H��̔�яo���A�����ɂ����ӂ��������B ����n�ڑf��ŐG��Ȃ��悤�ɒ��ӂ��Ă��������B�܂��A�g�p���̍H��ɂ͐�ΐG��Ȃ��ł��������B ���H��̏��A���ꓙ�̊O�ϊm�F���s���Ă��������A�z���_���ւ̎�t���͊m���ɍs���Ă��������B ���g�p���ُ�ȐU���������������ꍇ�́A�����ɋ@�B���~�����āA���̌�������菜���Ă��������B ���g�p���͕K���A�ی�߂��˓��̕ی��𒅗p���Ĉ��S�Ȋ����ł̍�Ƃ����肢�������܂��B ���؍풆�ɔ�������ΉԂ�j���ɂ�锭�M�A����ɂ����A�Ђ̊댯������܂��B���┚���̊댯�̂���Ƃ���ł͎g�p���Ȃ��ł��������B ���s���n���؍�����g�p����ꍇ�́A�h�Α��K���s���Ă��������B ���Č��펞�����s�K�ł���ƍH��j�����鋰�ꂪ����܂��B�K���Ȏ����ɍČ�����s�����V�i�ƌ������Ă��������B ���H��́A�{���̎g�p�ړI�ȊO�ɂ͎g�p���Ȃ��ł��������B ������A�����A���ՁA�ό`���ُ킪�F�߂炽�ꍇ�́A�g�p���Ȃ��ł��������B �������Ȏp���ō�Ƃ����Ȃ��ł��������B��ɑ������������肳���A�o�����X��ۂ悤�ɂ��Ă��������B ���������Ȃ��ł��������B���M�A���H���������ꍇ�́A�������i���̒ቺ�������܂��B ���n�ƃ`�b�v�̓؍�ɂ��n�̑�����h�����߂Ƀ_�E���J�b�g���̗p���������B ���؍풆���[�N��@�B�ɂ��U����ى�����������ꍇ�A�ɉ����Đ؍������ύX���ĉ������B �������A�����x�̃}�V�j���O�Z���^�[�𗘗p�����ꍇ�̐؍�����\�ɂȂ�܂��B ���ŏ��ɂ��g�p�̍ۂɑ��葬�x��؍�����f�[�^�̔����Ŏ����A�����肵�Ă��珇���X�s�[�h���グ�č�Ƃ��������B |
| ���l | �؍�����͓Y�t�摜�̕\�����Q�Ƃ��������B |
�����ԗp�u���[�L�p�b�h�K������
 |

|

|
|---|
















 �c�Ǝ��ԁF10:00〜17:30
�c�Ǝ��ԁF10:00〜17:30